
The riveting machine (also called riveting machine, spin riveting machine, riveting machine, riveting machine, etc.) is a new type of riveting equipment developed based on the principle of cold rolling, which refers to mechanical equipment that can rivet objects together with rivets. The equipment has compact structure, stable performance, convenient and safe operation. The riveting machine mainly relies on rotation and pressure to complete the assembly. It is mainly used in the occasions where rivets (hollow rivets, hollow rivets, solid rivets, etc.) are required to be riveted. Common types include pneumatic, hydraulic and electric, single-head and double-head specifications. The common types mainly include automatic riveting machines (mainly for the riveting of semi-tubular riveting machines, which can automatically cut materials and have high riveting efficiency!) and spin riveting machines (spin riveting machines are divided into pneumatic spin riveting machines and hydraulic spin riveting machines. Mainly used for the riveting of solid rivets or larger hollow rivets).

List of Contents
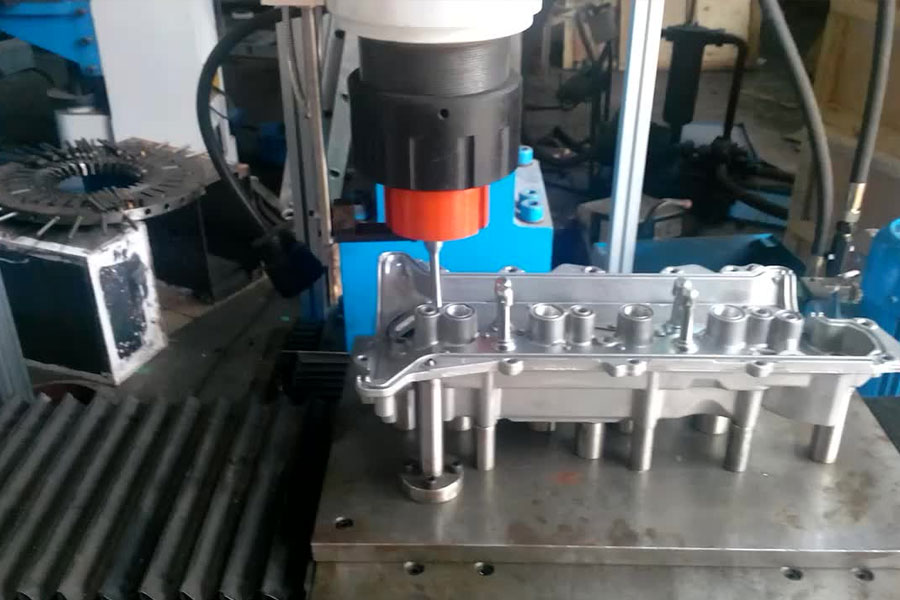
Introduction Of Riveting Machine
Riveting machine is a general term for riveting equipment such as riveting machine, spin riveting machine, and eyelet machine. Usually people refer to the spin riveting machine alone, and the spin riveting machine can be divided into: pneumatic spin riveting machine and hydraulic spin riveting machine according to the power mode;
Mainly used for riveting, hollow rivets, etc. The riveting methods of the spin riveting machine are divided into: radial riveting and pendulum riveting;
Features:
- High-speed insertion speed
- Component positioning sensor
- Automatic recovery performance of programming
- AC servo motor positioning system
- Built-in PC system
Working Principle Of Riveting Machine
Rotary riveting machine cold rolling riveting method: It is a riveting method that uses a riveting rod to locally pressurize the rivet and continuously swing around the center until the rivet is formed. According to the cold rolling track of this riveting method, it can be divided into pendulum rolling riveting method and radial riveting method
Pendulum-rolling riveting method: the riveting head first contacts the workpiece while pressing the surface of the workpiece through a cylinder or hydraulic cylinder while performing a full range of rolling, so that the surface of the workpiece is instantaneously deformed to produce a riveting effect. The radial riveting method is to press the center point and then deform the metal to the surroundings.
When riveting the workpiece, the swing-rolling type has good stability, and the workpiece will not appear radial jitter, which affects the processing quality. Especially when the arc-shaped riveting is used, when the swing-rolling riveting is used, the workpiece is basically The riveting work can be completed without touching the workpiece by hand.
The standard chucks of the spin riveting machine are: general specifications are 3° and 5°, and special specifications can be customized according to process requirements.
Structural Characteristics Of Riveting Machine
Main features: Riveting machines are more and more accepted by manufacturers and customers for their convenience, multi-purpose, high efficiency and easy operation.
The riveting machine can be divided into many types according to the structure type. There are sliding rail type and turntable type, but the principle is similar. They are all set to move the workpiece to the riveting area, and then the riveting machine completes the riveting process.
The displacement of any workpiece can be regarded as the result of moving in three directions. The X and Y axes control the left and right and front and back, and the Z axis controls the up and down. Therefore, a basic numerical control structure is determined. CNC riveting machines generally have a zero point, which can also be called a reference point. With this point as the reference point, we need to number and calibrate the coordinates of all the points that need to be riveted. This process is necessary, and then these coordinates and heights need to be input to The data entry page of the equipment allows the machine to know how to riveting those points, where and how high the points are.
After inputting the coordinates of these points, the program of the CNC riveting machine can be operated. The servo mechanism of the machine will drive the workpiece to the first point we input under the control of the program. At this position, the riveting workpiece should be just on the riveting head. Under the axis, at this time, the equipment will also calculate the Z value of the coordinate, that is, the height value, to determine the riveting feed rate. After all preparations are continued, the equipment can start riveting.
Applicable Scope Of Riveting Machine
The riveting machine has a wide range of applications and can be applied to various technological occasions that require riveting. Some main applications are introduced below.
- Materials that can be riveted: In addition to riveting low-carbon steel rivets, medium-carbon steel and stainless steel rivets can also be riveted. Of course, copper and aluminum rivets are also included in the riveting range.
- Shapes that can be riveted: As long as the shape of the riveting head is changed, it can be riveted into various shapes. In addition, the radial riveting machine can also be used for embossing, embossing and marking.
- The radial riveting machine can also realize riveting on glass, plastic and ceramics.
- Applicable industries: The cold rolling riveting method can be widely used in many industries such as precision machinery, textile equipment, steel furniture, construction hardware, high and low voltage electrical appliances, hardware tools, automobiles, motorcycle accessories, etc., especially in automobile door locks, scrapers, etc. Water heaters, brakes, clutches, rear door struts, door hinges, glass lifters, carburetors, hand brakes, steering ball joints, motorcycle shock absorbers and other automobile and motorcycle accessories industries are more widely used.
Operation Method Of Riveting Machine
Operating Procedures Of Riveting Machine
- When using the riveting machine, the operator should stand firmly with his legs apart.
- When testing the pneumatic riveting machine, it should be tested on wooden piers, not on concrete floors and steel plates.
- When checking the wind bladders, the wind shut-off door must be closed before proceeding. It is strictly forbidden to lift the rivet gun, place it horizontally and peep inward.
- The socket of the pneumatic riveting machine should be tied to the handle with iron wire, and should be placed in a place that is not easy to collide if it is not used for the time being.
- The air riveting must be confirmed after the top handle is firmly secured. If the work piece is large and the top handle personnel cannot be seen, they should respond to each other.
- Before the back riveting operation, you should wear protective glasses, fasten the cuffs, and fasten the collar buttons. Keep the head away from directly under the rivets.
- The wind riveting can only be opened after the socket head touches the rivet, and the wind is not easy to be too large.
- The core burning temperature is low and riveting is not allowed. When the nail is needed to exit, it must be allowed by the nailer before it can be tapped lightly.
- When using the hydraulic riveting machine, the electrical switches, tubing joints and other parts should be in good condition, move flexibly, and the boom should have a firm end magnetic head. When moving, pay attention to people and things.
Shutdown OperationOf Riveting Machine
- Press the stop switch of the riveting machine to cut off the power switch of the power distribution cabinet.
- Clean the working surface and working area of the riveting machine.
- Make a record of shifts.
Use And Maintenance Of Riveting Machine
- Do not process workpieces beyond the nominal capacity.
- Do not work under high pressure for a long time.
- The extension length of the rivet head should not exceed the specified value.
- Immediately stop for maintenance when encountering abnormalities, leading to troubleshooting.
- The guide rails of the equipment should be greased once a month for lubrication and rust prevention.
- The assembly and disassembly of the rivet head should be gentle, especially when removing the rivet head, do not use brute force to pull it out. Rotate the rivet head and pull it out slowly. If the riveting seat of the plug-in riveting head is pulled out of the normal position, the position of the riveting head will be obviously deviated after installing the riveting head. At this time, the red safety cover should be removed and the riveting seat can be used after installing it in place, otherwise the machine will be easily damaged. .
- In use, the riveting head will have a slight adhesion phenomenon when processing certain materials. In order to ensure the quality of the riveting, the riveting head should be cleaned regularly to prevent the metal adhesion from thickening. When cleaning, fix the rivet head on the chuck of the lathe, and then polish it with sandpaper.
Daily maintenance of the equipment should be carried out every two weeks. The main maintenance items are as follows. If problems are found, they should be dealt with in time.
- A. Check whether the amount of lubricating oil in the pneumatic triplet oil cup is sufficient, otherwise the oil cup should be filled.
- B. Check whether the steam pipes and joints are firmly connected, and whether there is air leakage.
- C. Check whether there is adhesion in the rivet head cavity, and clean it if there is any.
- D. Add grease to the spherical pair.
The equipment should be shut down for maintenance in batches every 6 months, and the following items should be inspected. If problems are found, they should be repaired in time.
- A. Check whether there is air leakage in the upper and lower parts of the cylinder, otherwise the sealing ring should be replaced.
- B. Check whether the steam pipes and joints are firmly connected, and whether there is air leakage.
- C. Check whether the extension length of the rivet head exceeds the standard, otherwise it should be replaced.
- D. Check whether the rivet head swing is normal, otherwise, stop the machine for maintenance. If it is a problem with the spherical pair, replace or repair the spherical pair in time.
- E. Check whether the noise and riveting quality of the main shaft are abnormal. If so, check it. If the problem is that the bearing is worn or damaged, the bearing should be replaced immediately.
- F. Add grease to the spherical pair.
- G. Grease should be applied to parts such as guide rails to lubricate and prevent rust.
Maintenance should be assigned to a dedicated person to be responsible for regular maintenance. If you encounter problems that cannot be solved, you should contact the manufacturer in time.
Please keep the source and address of this article for reprinting:Riveting Machine
Reprint Statement: If there are no special instructions, all articles on this site are original. Please indicate the source for reprinting.:Cnc Machine Wiki,Thanks!^^